
Handling cycles
Highlights
- Simplifies machine operation
- Automates workflows
- Protects against operator errors with higher safety
Control of program status

- In combination with the Gildemeister structure programming, A safe and fast reboot of the machining program after an interruption
- Easy program operation especially with multiple spindles or tool magazine
- Displays the process status of the workpiece
Highlights
Customer Benefits
- Display of the detailed status on the controller
- Enter remarks automatically by the GILDEMEISTER structure programming.
- Safe re-entry into the program by the press of a button instead of searching for a specific block.
GILDEMEISTER Structural Program
- Structured approach with more than 20 standard programs and more than 200 processing variants incl. automation (bar processing, robot / portal loading, ...)
- Display of the program status with additional markers (EPS) for the sub-programs.
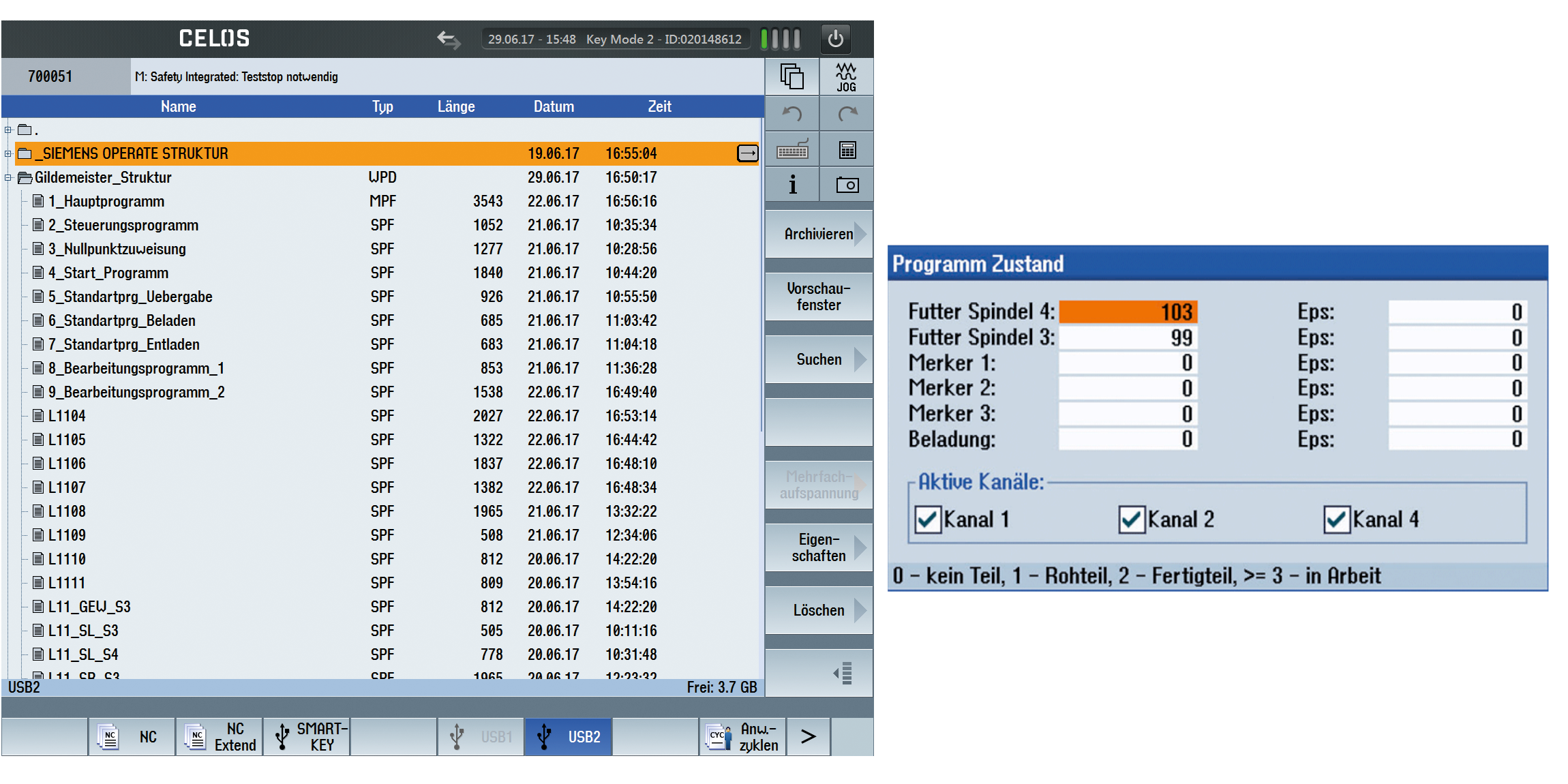
Left : HMI with markers status. / Right : Clear program structure.
Counter spindle tip

- Perfect combination of 6-sided complete machining and tailstock function
- Automatically load and unload a tailstock centre into the chuck of the main spindle or counter spindle via the milling spindle and into the mgazine
- Support of long and slender workpieces on the main spindle thanks to the synchronous counter spindle tip
Highlights
Customer Benefits
- Higher component accuracy due to automatic change without opening the door (heat flow constant)
- Position-locking the spindle with the tip leads to increased process safety

Left : Automatic changed centering tip. / Right : Parameter Input Mask: Control Cleaning, changing tip and control coolant
Tool Balance Assistant

- Residual unbalance-based calculation of the permissible tool speed limit in the HMI
- Continuous monitoring and automatic registration of all limit value violations during machining
- Export function of all registered events in tabular form
Highlights
Customer benefits
- High transparency and sensitivity with regard to tool balancing due to simple operation
- Improved dimensional accuracy, surface quality and reduced tool wear due to the consistent use of balanced tools

Left: Selection of the tools to be observed from the tool table; Right: Calculation of the permissible speed on the basis of the balancing quality
autoCHUCK 2.0

- Automatic optimization of servo drives parameters for Main- and Sub-Spindle
- Reduction of Setup time
- Optimization of machining result
Highlights
Customer Benefits
- Setup Time reduction
- Automatic determination of parameters independent from machine operator experience
- saving the setting in NC-program for more quality assurancet

Left: Simplified usability of measuring and parameter setting procedure / Right: Local saving of parameter in NC-program
safeRETREAT

- Safe decoupling of mold and component at the push of a button (emergency stop).
- Protection of tool and component against damage, in case of an unexpected event.
- Available as an additional option for the technology cycles gearSKIVING 2.0 and Multi threading 2.0
Highlights
Customer Benefits

Switching the option on and off in gearSKIVING 2.0
- More safety during start-up of new processes.
- Protection against damage to tool and workpiece, since all coupled axes are safely shut down after emergency stop.
- Switching on and off of the option integrated in the respective cycle.
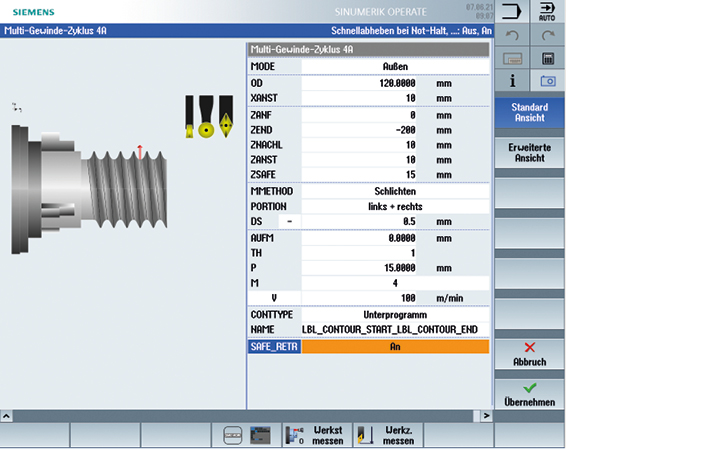
Switching the option on and off in the Multi threading 2.0
AAC – Automatic Approaching Cycle

- Approach to the workpiece with contact detection by means of motor current evaluation of the grinding spindle*.
- Measuring sensitivity adjustable via user interface
- Individual setting of oversize possible after contact detection
*Available as an extension of the grinding package
Highlights
Customer Benefits

Set limit values for contact detection
- Significant reduction of air cuts, so that the grinding process starts directly at the actual dimension of the workpiece
- Extension of the handling capability, especially when the structure-borne noise on the part cannot be determined clearly
- Full integration in the grinding cycle package
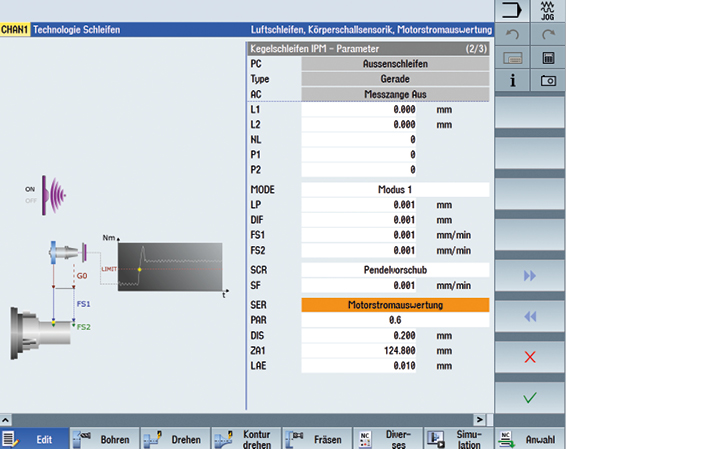
Parameter setting of the startup strategy after contact detection
Tailstock for turret

- Centring tip mounted on the turret
- Centring tip data is saved directly in the tool memory
- For fixed and spring-loaded centring tips
Highlights
Customer Benefits

Start position and support position in X and Z-axis can be programmed via the operator screen. Monitoring of support position in a predetermined window.
- Easy operation for positioning the centring tip
- Position-locking the turret leads to increased process safety
- Pressing force of the tip is variable, programmable and monitorable
cCLAMP – the clamping force calculator

- Integrated clamping force calculator according to VDI 3306
- Intuitive calculation of the minimum and clamping forces based on the used machining parameters
- Comprehensive package for internal and external clamping with 3 to 8 jaws for turning, milling and drilling
Highlights
Customer benefits
- Avoidance of component deformation due to unknowingly excessive clamping force
- Increased clamping safety
- Faster set-up and safe clamping in combination with iJAW (DMQP RÖHM)

Left: Maximum clamping force calculation of thin-walled components; Right: Minimum clamping force calculation for radial drilling
Chip Breaking

- Oscillating movement of the feed axis results in air cutting, which leads to effective chip size reduction
- For external longitudinal turning of internal and external diameters, facing, drilling and grooving*
- Integrated safety function checks plausibility of parameter entries
* For inclined surfaces, a step pattern results because the feed can only be oscillated in one axis at a time.
Highlights
Customer benefits

Before the actual machining, the machining status can be checked by using a graphic
- The chip length can be practically determined by the cycle and is independent of the material
- No more process interruptions, as chip balls are avoided
- Easy setting on the HMI with high operating safety

Left: The oscillation can be set with the simplest parameter inputs / Right: Simply activate it by ON / OFF in the HMI
Tool sort cycle

- Shorter non-productive times thanks to sorting of tools in the tool magazine according to the sequence of the tools in the program
- Time-optimized sorting in the chain magazine due to the use Of the tool shuttle instead of the spindle
* Optimization is not done in parallel to main time
Highlights
Customer Benefits
- Minimized tool changing times from lot sizes > 3
- Flexible tooling in the magazine depending on the NC program
Procedure:
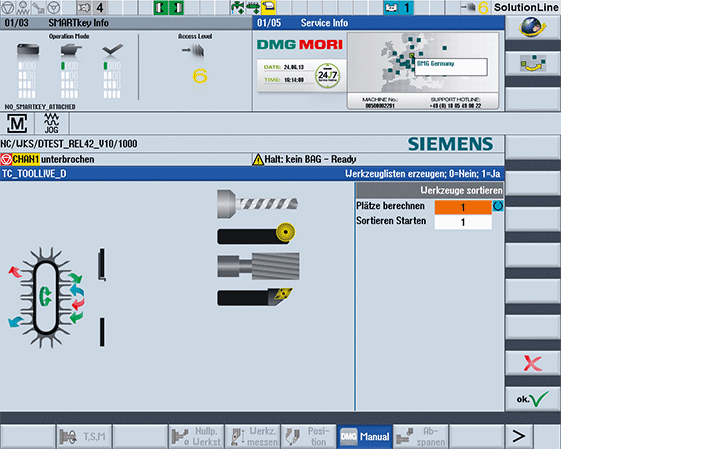
User Interface
- Actual tool sequence according to the first program is logged
- Tools are implemented by means of the tool shuttle in the chain according to the generated tool insert list
Steady rest for turret

- Hydraulically operated steady rest to support long and slim components
- Expansion of the possibility of using multi-channel machines
- The cycle allows both approaching to and retraction from the steady rest
Highlights
Customer Benefits

Support positions in X and Z directly via the user interface. Automatic calculation of the approach and retract traverses.
- Hydraulically operated steady rest in the tool table
- Position-locking the turret leads to increased process safety
- Fix the steady rest position, to position and shape tolerances to comply with the program after reboot